Мы разработали приложение Probe Wizard для удобной работы с центроискателем (touch probe) и датчиком длины инструмента (toolsetter) в Mach3. Статья содержит инструкции по установке и использованию. Ссылка для скачивания приложения (открытый исходный код) — в конце статьи.
Установка
Папку Probe Wizard RU (или EN) из архива поместите внутрь папки:
/Mach3/Addons
Все файлы из папки /macros из архива необходимо поместить в папку макросов вашего профиля станка, по умолчанию это:
/Mach3/macros/Mach3Mill
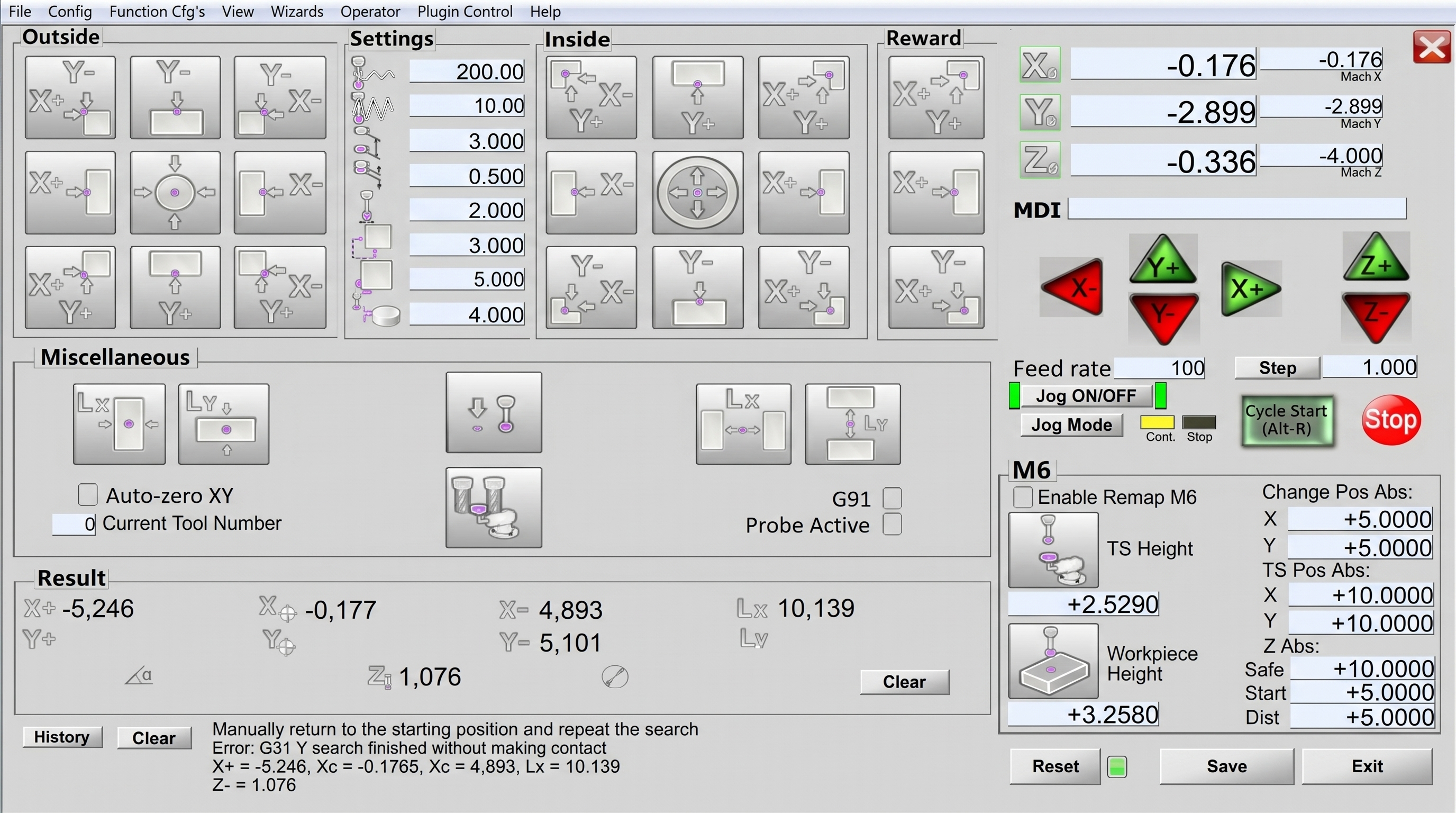
Использование
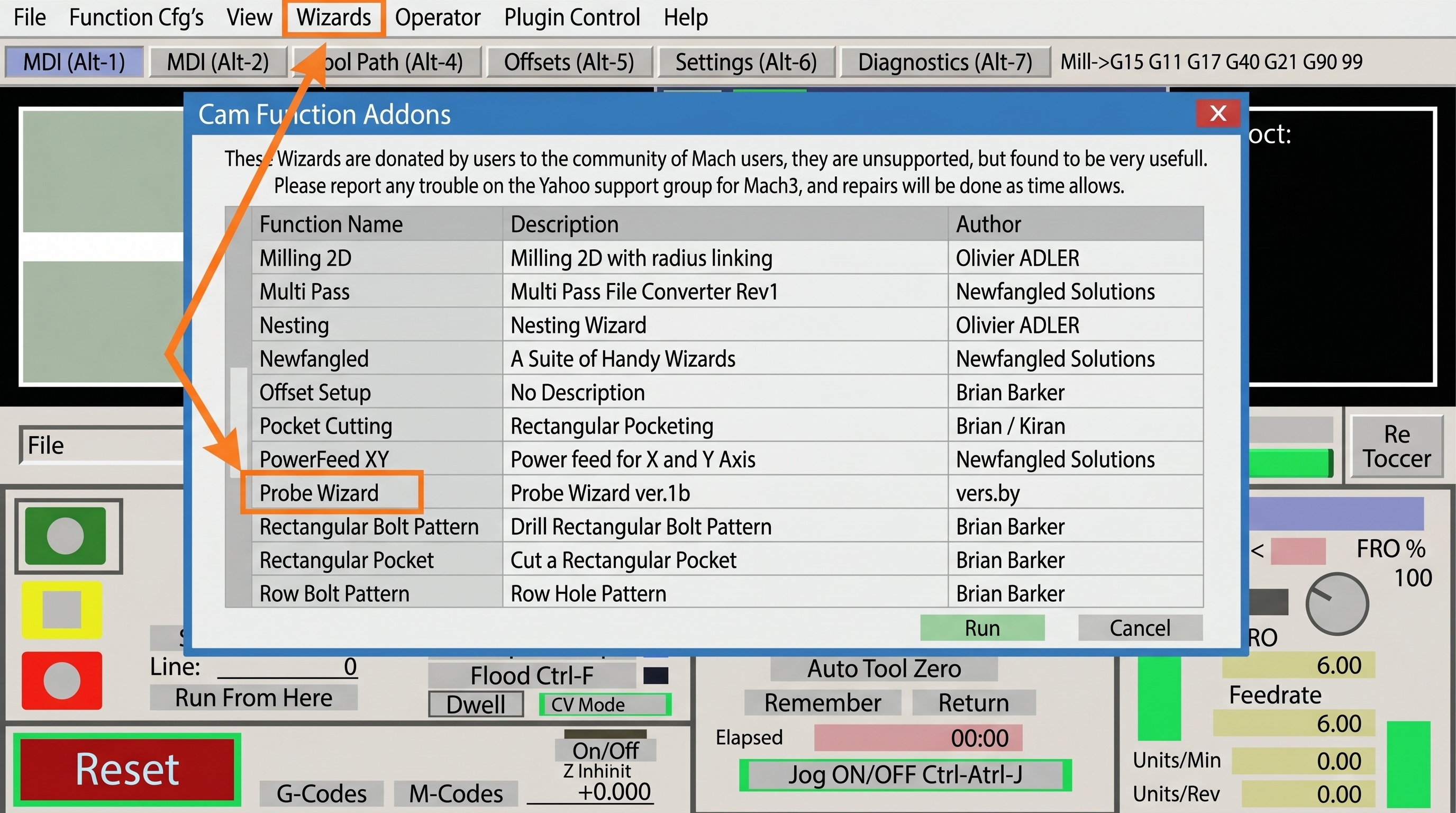
Вы можете запустить приложение из меню:
Wizards → Pick Wizard... → Probe Wizard
Датчик установлен в шпиндель. Подведите его в ручном режиме примерно на 2-4 мм (см. ниже параметр "Search distance") по оси Z над поверхностью заготовки, а по осям XY примерно в позицию, указанную цветной точкой на соответствующей кнопке Probe Wizard. Заполните параметры:
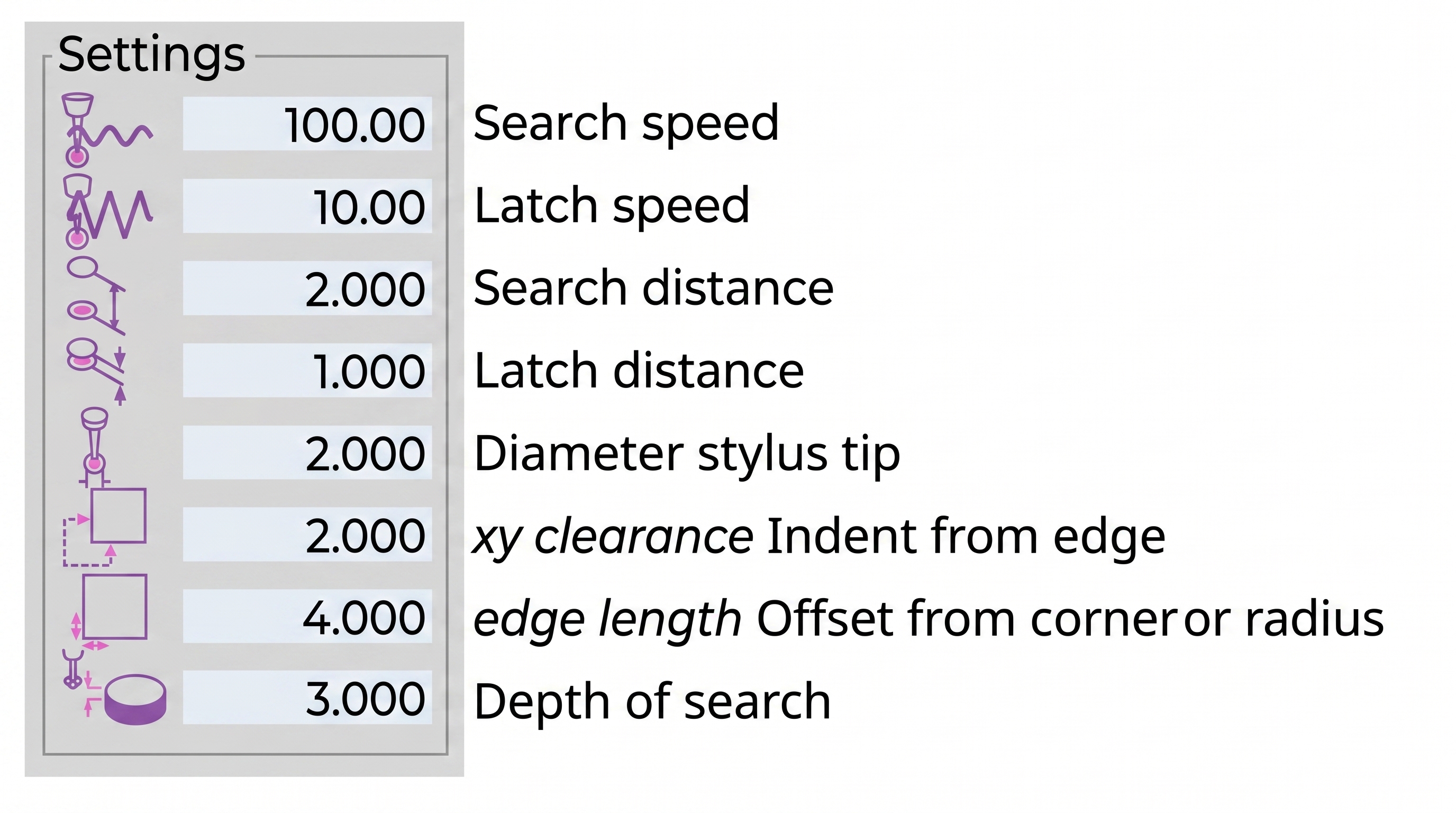
Search speed (Скорость поиска): «быстрая» подача, с которой щуп ищет целевую заготовку в единицах станка в минуту. Как только происходит касание, он отходит на расстояние, указанное в четвертом поле, а затем снова ищет на более медленной скорости Latch speed (указанной во втором поле). Это делается для устранения погрешностей, вызванных инерцией станка, точно так же, как Mach3 обрабатывает концевые выключатели баз (home). Скорость поиска должна быть достаточно медленной, чтобы дать вам приемлемую начальную точность, но достаточно быстрой, чтобы не тратить время на ожидание перемещения.
Рекомендация: 200-500 мм/мин.
Latch speed (Скорость уточнения): «медленная» скорость, которую станок использует для точного измерения. Эта скорость зависит от того, как быстро останавливается ваш станок при срабатывании щупа. Значение этого поля должно быть достаточно малым, чтобы станок мгновенно останавливался при движении на такой скорости. Вы должны поэкспериментировать, чтобы найти наибольшее значение, при котором не страдает точность вашего центроискателя.
Рекомендация: 5-50 мм/мин.
Search distance (Дистанция поиска): это максимальный предел того, как далеко щуп будет искать цель. Если расстояние поиска слишком мало, вы получите сообщение вида «G31 завершено без срабатывания щупа» (G31 finished without probe trip). В целях безопасности рекомендуется устанавливать этот параметр не больше свободного хода стилуса датчика: 3-4 мм.
Latch distance (Дистанция отскока): это отступ для выполнения повторного поиска (уточнения). Это короткое расстояние (короткое, потому что его нужно будет пройти на «медленной» скорости Latch speed), но достаточно большое, чтобы щуп перестал касаться детали и перешел в состояние готовности к поиску. Если сделать дистанцию отскока слишком большой, вы потратите много времени на ожидание завершения измерения.
Рекомендация: 0.5-1 мм
Diameter of stylus tip (Диаметр наконечника стилуса): Используется для математических расчетов координат результатов поиска. Теоретически, щуп срабатывает, как только шарик касается детали, предотвращая дальнейшее движение оси. Поэтому, если вы используете шарик диаметром 2 мм, вам нужно зафиксировать координаты станка в 1 мм от места срабатывания датчика, и таким образом учесть диаметр наконечника. Половина значения, введенного в это поле, вычитается или прибавляется к месту срабатывания щупа (во время поиска Latch), в зависимости от направления движения. Если это число = 0, итоговые координаты будут смещены неправильно. Стоит использовать микрометр для измерения наконечника стилуса, чтобы внести точный размер в это поле, если производитель вам его не сообщил.
XY clearance (Безопасный отступ XY): это запасное расстояние от измеряемой грани (одинаковое для X и Y, см. схемы ниже). Оно необходимо для компенсации неточного ручного позиционирования щупа над заготовкой перед началом измерений. Если это значение слишком мало, вы рискуете врезаться в деталь. XY clearance должен быть немного больше радиуса шарика стилуса. Если он слишком большой, вы потеряете время или врежетесь в другую сторону детали.
Рекомендация: радиус стилуса + 0.5 ... 1.5 мм.
Edge length (Длина кромки / радиус): Это расстояние, которое используют некоторые кнопки, чтобы определить, как далеко переместиться на быстрой скорости станка (RAPID_SPEED) в позицию перед началом поиска для ускорения работы. Например, чтобы найти центр внутри отверстия, вы вручную устанавливаете щуп на небольшом расстоянии Z от верха отверстия (можно зайти прямо в отверстие, тогда Z clearance = 0) и примерно (на глаз) в центре. Щуп опустится на значение Z clearance, затем ось X переместится на быстрой скорости на (Edge length минус XY clearance). Затем он переключается на «скорость поиска», указанную в первом поле, и начинает цикл измерений. В случае конкретно этой кнопки (поиск центра отверстия), Edge length должен быть задан перед началом поиска примерно равным радиусу отверстия. Если отверстие, к примеру, около 8 мм, поместите щуп примерно по центру над ним и примерно на +1 мм по оси Z. Установите Edge length = 4 мм, XY clearance = 2 мм. Нажмите кнопку, щуп опустится на значение Z clearance (которое в нашем случае = 3, поэтому щуп войдет на 2 мм в отверстие) и переместится на 2 мм в X- (Edge length 4 мм минус XY clearance 2 мм = 2 мм). Поскольку мы начали примерно в середине отверстия по X и Y, это действие должно расположить нас примерно в 2 мм от стенки отверстия, что хорошо, потому что это не превышает максимальный ход датчика (который в нашем случае равен Search distance = 3 мм). Щуп начинает двигаться со скоростью поиска не более 3 мм в сторону -X. После срабатывания щуп отойдет (+ X) на дистанцию отскока (Latch distance), замедлится, а затем снова коснется стенки. Это определит положение стенки отверстия -X. После уточнения щуп будет установлен на противоположной стороне отверстия снова на расстоянии около 2 мм от стенки. Процесс повторяется здесь, а также для Y+ и Y-.
Если Edge length слишком велик, щуп упрется в край отверстия еще до начала поиска. Если это произойдет, поиск остановится и выдаст сообщение об ошибке. Вам придется перенастроить значения, вручную вернуть щуп в исходное положение и попробовать снова.
Если Edge length слишком мал, щуп может прибыть в нужную начальную позицию, но при поиске не достигнет стенки отверстия. Если это произойдет, вы получите другую ошибку. Скорректируйте значения, вручную верните щуп в исходное положение и повторите попытку.
Рекомендации:
- для кнопок центра (отверстие-цилиндр) установите Edge length примерно равным предполагаемому радиусу (не путать с диаметром),
- для кнопок углов Edge length равен отступу вдоль края от угловой точки,
- для кнопок длины установите Edge length примерно равным половине искомой длины (примерно равен радиусу вписанной окружности),
- Edge length вообще не используется в кнопках для простых поисков по одной оси (X+, X-, Y+, Y-, Z-).
Z clearance (Глубина поиска): это глубина, на которой будет проводиться поиск относительно текущего положения по оси Z. Z clearance требуется для измерений снаружи "Outside" (левая группа кнопок). Пример: Если вы установите Z clearance 3 мм и расположите щуп >3 мм над заготовкой, то поиск не произойдет, так как стилус не сможет коснуться стенок.
С другой стороны, если вы сделаете это расстояние слишком большим, программа не будет это проверять, просто начнет работу и может врезаться в дно отверстия.
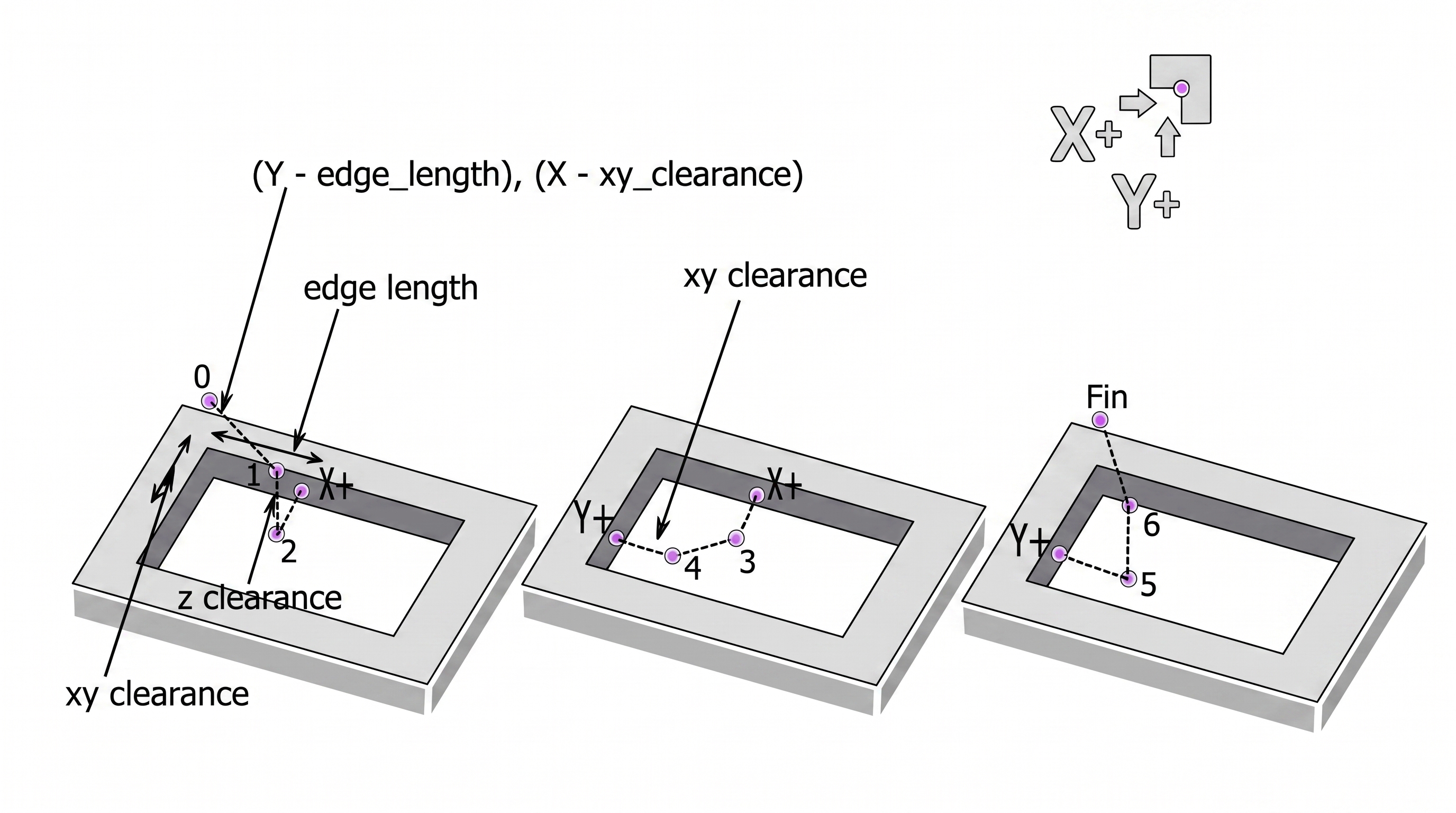
На рисунке ниже показано, чем xy clearance отличается от edge length.
Траектория движения щупа при измерении внешнего угла X+Y+
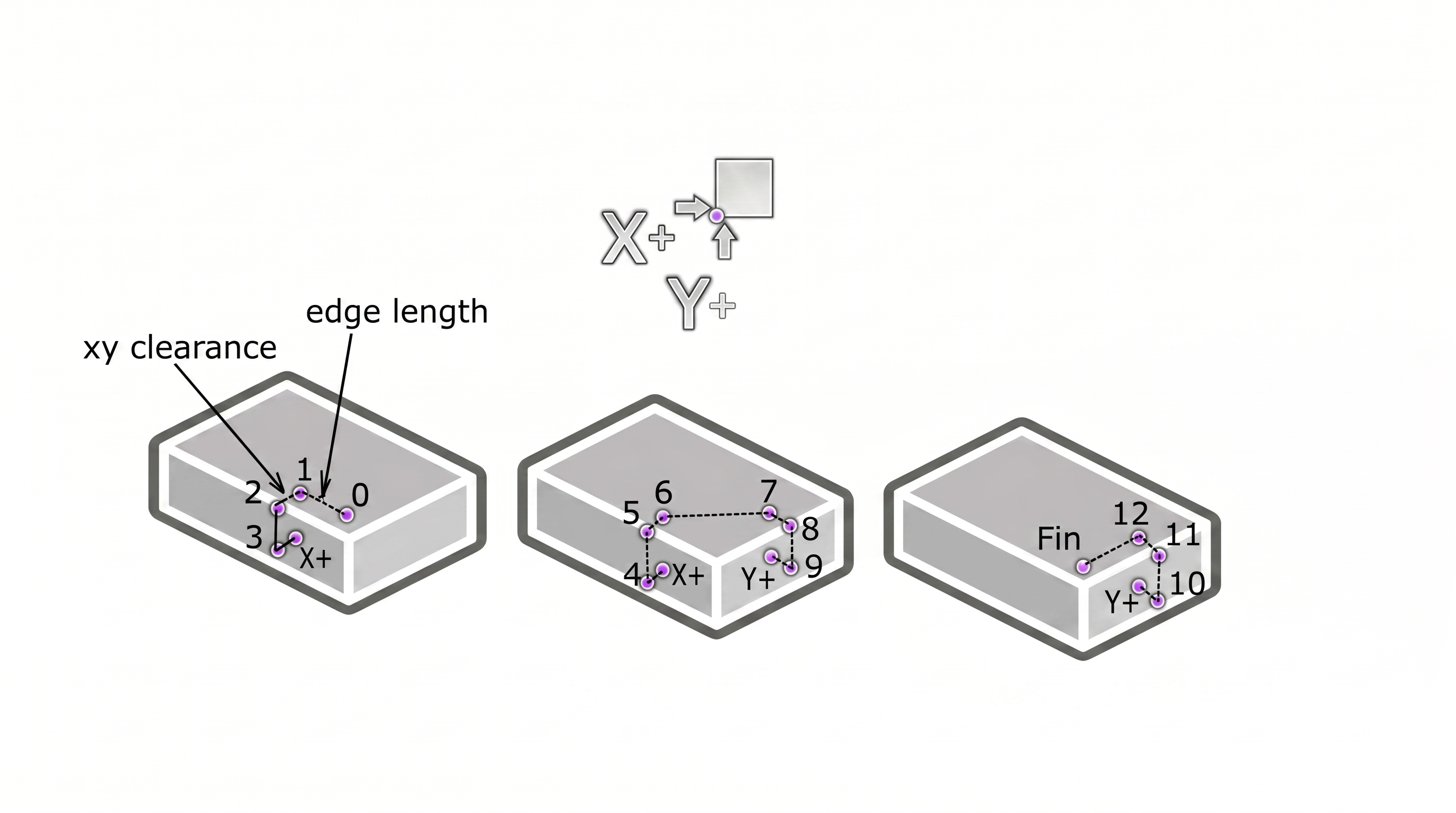
Объединены два отдельных поиска: X+ и Y+.
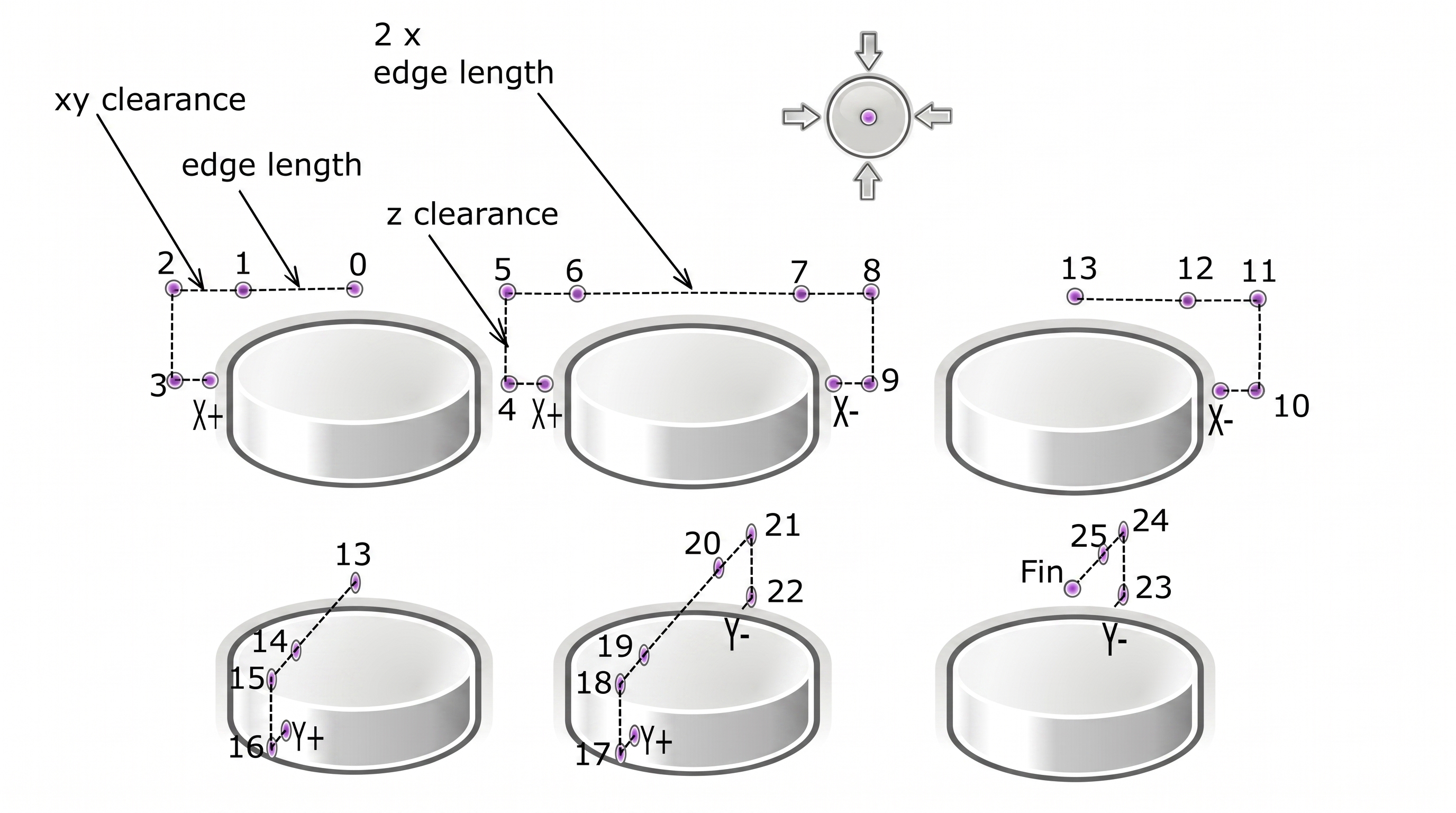
Центральная, самая сложная кнопка, запускает серию из 4 поисков X+ X- Y+ Y-. Значение edge length должно быть примерно равно радиусу цилиндра, а xy clearance — это отступ наружу от стенки цилиндра (он необходим для компенсации погрешности примерного первоначального ручного выставления центра и добавления радиуса стилуса).
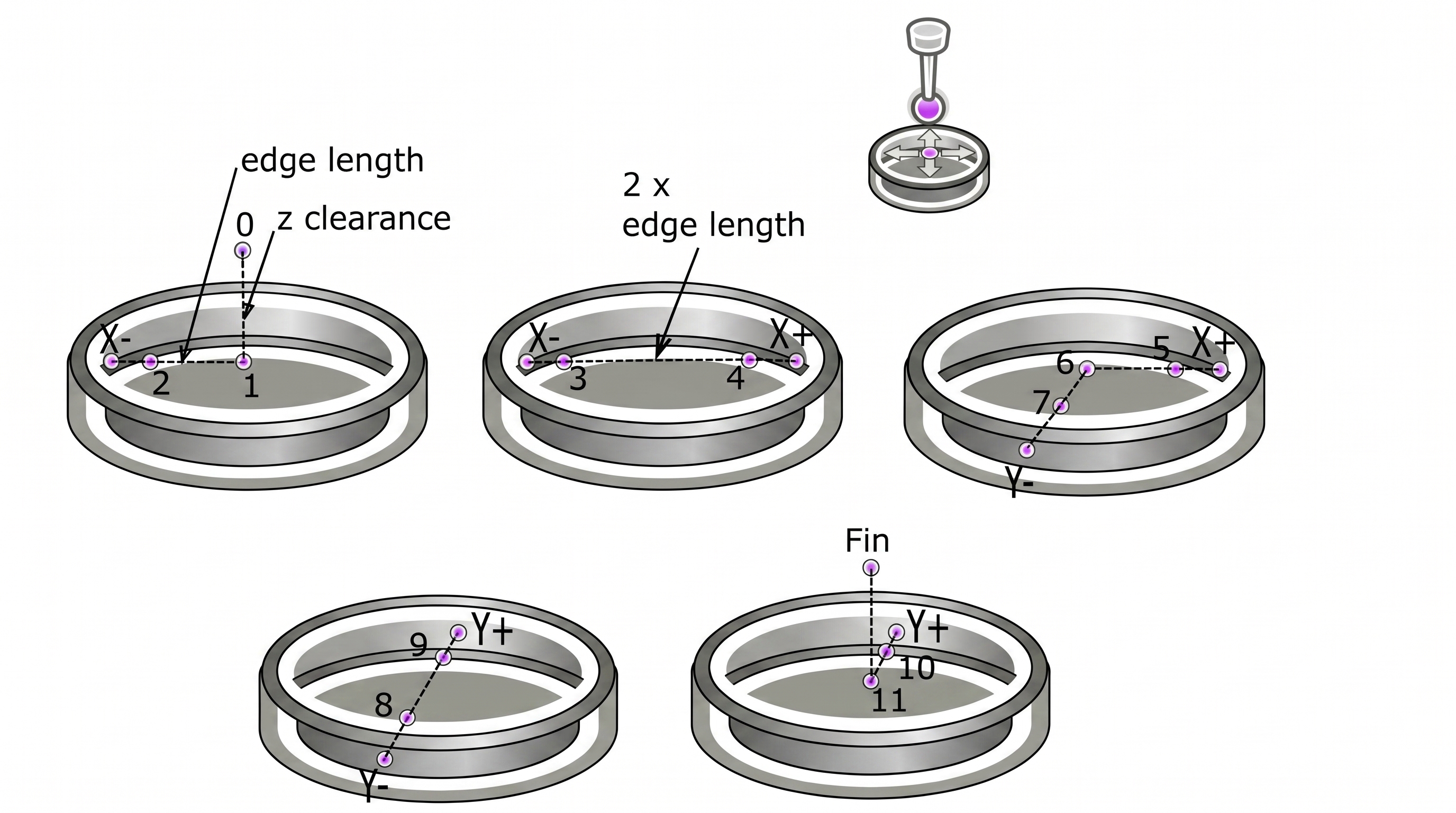
Траектория движения щупа на примере измерения внутреннего угла X+Y+
Поиск центра отверстия строится следующим образом: X- X+ Y- Y+. Значение edge length также должно быть примерно равно радиусу измеряемого отверстия, а xy clearance — это отступ от стенок отверстия к центру (необходим для компенсации погрешности ручного выставления и учета радиуса стилуса).
Любой из поисков завершается перемещением XY в искомую точку (к краю, углу или центру), Z остается в исходном положении. Найденную точку можно автоматически обнулить или задать ей конкретное значение.
Настройки для кнопки измерения инструмента:

Кнопка запускает макрос измерения диаметра фрезы на датчике инструмента (toolsetter). Перемещает шпиндель в точку измерения на безопасной высоте, измеряет высоту площадки датчика, затем включает обратное вращение шпинделя (рекомендуется устанавливать не более 1500 об/мин) и измеряет диаметр по аналогии с поиском центра цилиндра.
Постоянные параметры для кнопки задаются пользователем индивидуально в макросе m924.m1s.
Const ToolSetterDiameter = 10 ' диаметр измерительной площадки датчика
Const SpindleReversRott = 300 ' скорость обратного (M4) вращения шпинделя
Временные параметры задаются пользователем индивидуально в полях "Settings". Макрос использует все поля "Settings", кроме Search distance (берется из блока "M6") и Edge length (берется радиус измерительной площадки TS), поле "Diameter of stylus tip" используется для ввода примерного диаметра фрезы, а в блоке "M6": "TS Pos Abs" — XY координаты измерительной платформы, "Safe" — безопасная высота перемещения, поиск вниз начнется с высоты "Start".
Быстрая ручная смена инструмента (M6)
Probe Wizard позволяет ускорить ручную смену инструмента путем автоматического измерения длины инструмента во время выполнения G-кода. Пользователю нужно будет только снять старый и установить новый инструмент.
Требование: наличие двух датчиков - центроискателя (touch probe) и датчика инструмента (toolsetter).
Подготовительные шаги:
- Toolsetter должен быть стационарно установлен на краю рабочего стола.
- Установите заготовку на стол.
- Вставьте центроискатель (щуп) в шпиндель.
- Введите параметры в Probe Wizard, параметры, используемые каждой кнопкой, выделены на рисунке. Параметры, отмеченные синими кружками, используются обеими кнопками. Вводимые координаты позиций являются машинными.
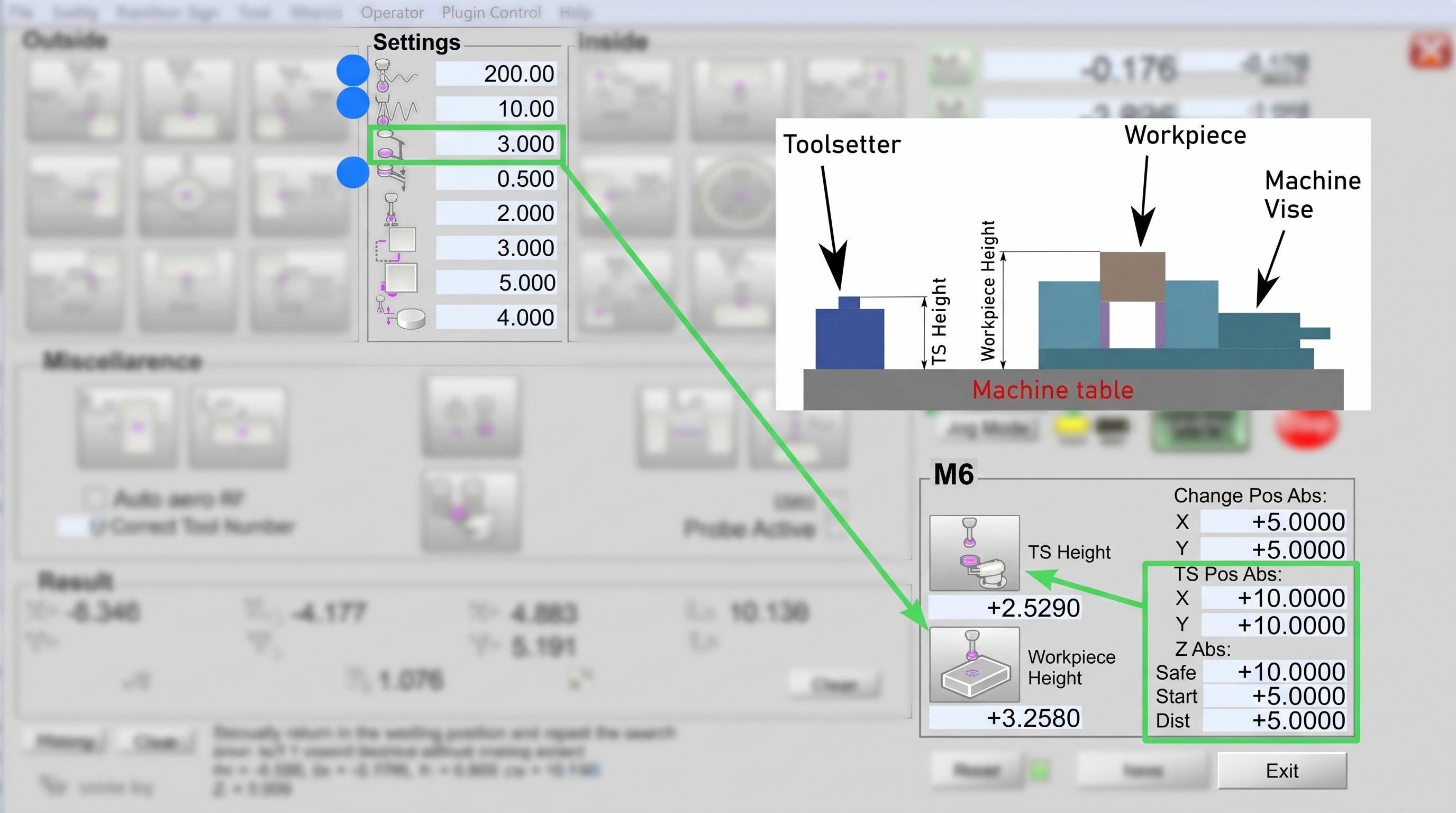
- Измерение щупом поверхности площадки toolsetter-а: нажмите кнопку "TS Height", щуп автоматически выполнит действия, и результат появится в поле под кнопкой. Шаги следующие: щуп переместится в точку поиска над датчиком по координатам, указанным в "TS Pos Abs", на высоте "Safe", поиск начнется вниз с высоты "Start", с максимальной дистанцией не более "Dist". Скорости поиска/уточнения и дистанция уточнения будут взяты из "Settings" (отмечены синими кружками на рисунке).
- Измерение щупом поверхности заготовки: щуп необходимо вручную подвести к месту измерения над заготовкой, нажать кнопку "Workpiece Height", щуп выполнит простой поиск вниз из текущего положения, результат появится в поле под кнопкой. Скорости и дистанции поиска/уточнения будут взяты из "Settings" (верхние четыре параметра).
- Введите абсолютные координаты XY произвольной точки, в которой удобно менять инструмент "Change Pos Abs".
После этой подготовки вы можете запускать программу управляющего G-кода. Как только встретится команда смены инструмента M6 Tn, шпиндель остановится (в настройках Mach3 должна быть включена опция "Stop Spindle. Wait for Cycle Start") и переместится в точку "Change Pos Abs". Затем устанавливается новый инструмент, нажимается "Cycle Start" для продолжения, новый инструмент автоматически измеряется на датчике (toolsetter), и выполнение G-кода продолжается.
Функция быстрой ручной смены инструмента использует следующие макросы:
- "TS Height" - M926.m1s
- "Workpiece Height" - M927.m1s
- Remap M6 - M6Start.m1s, M6End.m1s
Как использовать измерение угла (Angle):
- - Активируется нажатием клавиши "TAB".
- - Установите щуп над нужным краем на высоте 2-4 мм (примерное положение показывает цветная точка на кнопке). Заполните параметры. Нажимайте только ту кнопку, которая соответствует этому положению!
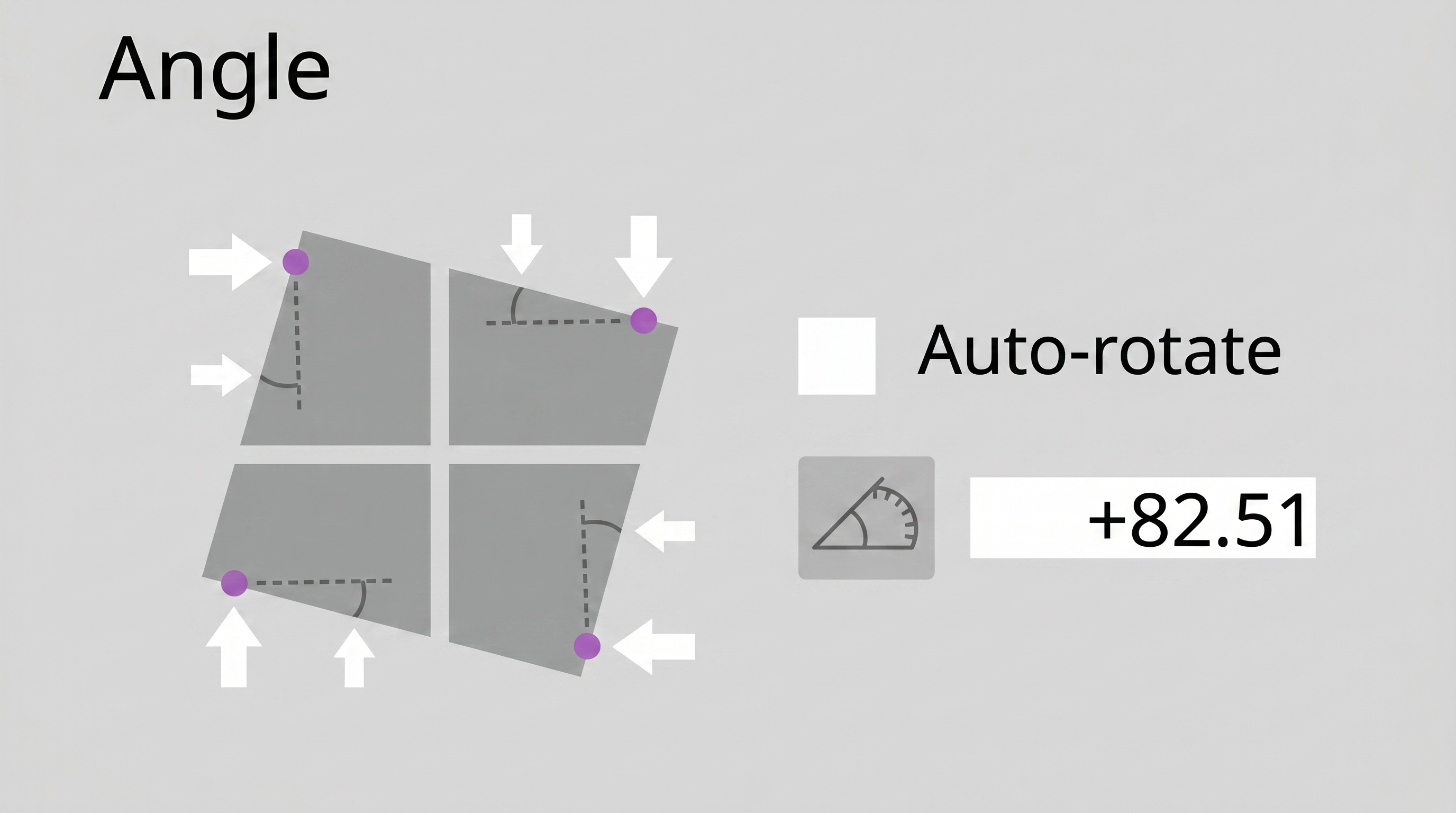
Затем будет выполнено два измерения, как показано стрелками на кнопке.
Параметры устанавливаются так:
edge length = расстояние между измеряемыми точками
xy clearance = отступ от края
Auto-rotate (Автоповорот): (... скоро...)
- если Yes: то после измерения система координат автоматически повернется на измеренный угол.
- если No: то угол просто измеряется и выводится на экран.
Угол рассчитывается относительно оси X для передней и задней граней, и относительно оси Y для правой и левой граней.
После поворота системы координат все остальные группы измерений начнут работать в новой системе координат.
Вы также можете повернуть систему координат на произвольный угол вручную — введите угол в поле New angle и нажмите кнопку для подтверждения.